
Heat treatment is the process of heating and cooling essence, using specific destined styles to gain asked parcels. Both ferrous as well asnon-ferrous essence suffer heat treatment before putting them to use.
Over time, a lot of different styles have been developed. Indeed moment, metallurgists are constantly working to ameliorate the issues and cost- effectiveness of these processes.
For that they develop new schedules or cycles to produce a variety of grades. Each schedule refers to a different rate of heating, holding and cooling the essence.
These styles, when followed strictly, can produce essence of different norms with remarkably specific physical and chemical parcels.
The Benefits
There are colorful reasons for carrying out heat treating. Some procedures make the essence soft, while others increase hardness. They may also affect the electrical and heat conductivity of these accoutrements.
Some heat treatment styles relieve stresses convinced in before cold working processes. Others develop desirable chemical parcels to essence. Choosing the perfect system really comes down to the type of essence and the needed parcels.
In some cases, a essence part may go through several heat treatment procedures. For case, some super blends used in the aircraft manufacturing assiduity may suffer up to six different heat treating way to optimise it for the operation.
Heat Treatment Process Steps
In simple terms, heat treatment is the process of hotting the essence, holding it at that temperature, and also cooling it back. During the process, the essence part will suffer changes in its mechanical parcels. This is because the high temperature alters the microstructure of the essence. And microstructure plays an important part in the mechanical parcels of a material.
The final outgrowth depends on numerous different factors. These include the time of heating, time of keeping the essence part at a certain temperature, rate of cooling, girding conditions, etc. The parameters depend on the heat treatment system, type of essence and part size.
Over the course of this process, the essence’s parcels will change. Among those parcels are electrical resistance, captivation, hardness, durability, rigidity, fineness and erosion resistance.
Heating

As we formerly bandied, the microstructure of blends will change during heat treatment. Heating is carried out in line with a prescribed thermal profile.
An amalgamation may live in one of three different countries when hotted. It may moreover be a mechanical admixture, a solid result, or a combination of both.
A mechanical admixture is similar to a concrete admixture where cement binds beach and clay together. Beach and clay are still visible as separate patches. With essence blends, the mechanical admixture is held together by the base essence.
On the other hand, in a solid result, all the factors are mixed homogenously. This means that they can not be linked collectively indeed under a microscope.
Every state brings along different rates. It’s possible to change the state through heating according to the phase illustration. The cooling, however, determines the final outgrowth. It’s possible for the amalgamation to end up in one of the three countries, depending solely on the system.
Holding
During the holding, or soaking stage, the essence is kept at the achieved temperature. The duration of that depends on the conditions.
For illustration, case hardening only requires structural changes to the face of the essence in order to increase face hardness. At the same time, other styles need invariant parcels. In this case, the holding period is longer.
The soaking time also depends on the material type and part size. Larger corridor need further time when invariant parcels are the ideal. It just takes longer for the core of a large part to reach the needed temperature.
Cooling
After the sopping stage is complete, the essence must be cooled in a prescribed manner. At this stage, too, structural changes do. A solid result on cooling may stay the same, come a mechanical admixture fully or incompletely, depending on colorful factors.
Different media similar as Neptune, water, canvas or forced air control the rate of cooling. The sequence of cooling media named over is in dwindling order of effective rate of cooling. Neptune absorbs heat fastest, while air is the slowest.
It’s also possible to use furnaces in the cooling process. The controlled terrain allows for high perfection when slow cooling is necessary.
Phase Diagrams
Each essence amalgamation has its own phase illustration. As preliminarily said, heat treatment is done according to these plates. They show the structural changes that take place at different temperatures and different chemical compositions.
Let’s use the iron- carbon phase illustration as an illustration, as this is the most given and extensively tutored one at universities.
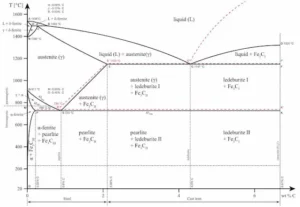
The iron- carbon phase illustration is an important tool when learning about the geste of different carbon brands when subordinated to heat treatment. Thex-axis shows the carbon content in the amalgamation and the y- axis shows the temperature.
Note that2.14 of carbon is the limit where sword becomes cast iron,
.
The illustration displays colorful regions where the essence exists in different microstates similar as austenite, cementite, pearlite. These regions are marked by boundaries A1, A2, A3, and Acm. At these interfaces, phase changes do when the temperature or carbon content value passes through them.
A1 The upper limit of the cementite/ ferrite phase.
A2 The limit where iron loses its captivation. The temperature at which a essence loses its captivation is also called Curie temperature.
A3 The interface that separates Austenite Ferrite phase from the γ (Gamma) austenite phase.
Acm The interface that separates γ Austenite from the Austenite Cementite field.
The phase illustration is an important tool to consider whether heat treatment will be salutary or not. Each structure brings along certain rates to the final product and the choice of heat treatment is made grounded on that.
Common Heat Treatment Styles
There are relatively a many heat treatment ways to choose from. Every one of them brings along certain rates.
The most common heat treatment styles include
- Annealing
- Normalising
- Hardening
- Ageing
- Stress relieving
- Tempering
- Carburisation
Annealing In annealing, the essence is hotted beyond the upper critical temperature and also cooled at a slow rate.
Annealing is carried out to soften the essence. It makes the essence more suitable for cold working and forming. It also enhances the essence’s machinability, rigidity and durability.
Annealing is also useful in relieving stresses in the part caused due to previous cold working processes. The plastic distortions present are removed during recrystallisation when the essence temperature crosses the upper critical temperature.
Essence may suffer a plethora of annealing ways similar as recrystallisation annealing, full annealing, partial annealing and final annealing.
Normalising
Normalising is a heat treatment process used for relieving internal stresses caused by processes similar as welding, casting, or quenching.
In this process, the essence is hotted to a temperature that’s 40 ° C above its upper critical temperature.
This temperature is advanced than the one used for hardening or annealing. After holding it at this temperature for a designated period of time, it’s cooled in air. Normalising creates a invariant grain size and composition throughout the part.
Normalised brands are harder and stronger than annealed sword. In fact, in its normalised form, sword is tougher than in any other condition. This is why corridor that bear impact strength or need to support massive external loads will nearly always be normalised.
Hardening
The most common heat treatment process of all, hardening is used to increase the hardness of a essence. In some cases, only the face may be hardened.
A work piece is hardened by hotting it to the specified temperature, also cooling it fleetly by submerging it into a cooling medium. Canvas, Neptune or water may be used. The performing part will have increased hardness and strength, but the fineness increases too contemporaneously.
Case hardening is a type of hardening process in which only the external subcaste of the work piece is hardened. The process used is the same but as a thin external subcaste is subordinated to the process, the attendant work piece has a hard external subcaste but a softer core.
This is common for shafts. A hard external subcaste protects it from material wear. When mounting a bearing to a shaft, it may else damage the face and dislocate some patches that also accelerate the wearing process. A hardened face provides protection from that and the core still has the necessary parcels to handle fatigue stresses.
Induction hardeningInduction hardening
Other types of hardening processes include induction hardening, discriminational hardening and honey hardening. Honey hardening, still, may affect in a heat affected zone that’s created once the part is cooled.
Ageing
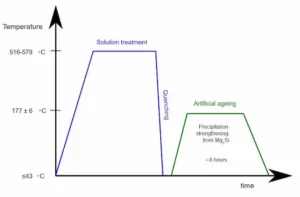
Ageing or rush hardening is a heat treatment system substantially used to increase the yield strength of malleable essence. The process produces slightly dispersed patches within a essence’s grain structure which bring about changes in parcels.
Rush hardening generally comes after another heat treatment process that reaches advanced temperatures. Ageing, still, only elevates the temperature to medium situations and brings it down snappily again.
Some accoutrements may progress naturally (at room temperature) while others only progress instinctively, i.e. at elevated temperatures. For naturally geriatric accoutrements, it may be accessible to store them at lower temperatures.
Stress Relieving
Stress relieving is especially common for boiler corridor, air bottles, accumulators, etc. This system takes the essence to a temperature just below its lower critical border. The cooling process is slow and thus invariant.
This is done to relieve stresses that have erected in over in the corridor due to earlier processes similar as forming, machining, rolling or uncurling.
Tempering
Tempering is the process of reducing redundant hardness, and thus fineness, convinced during the hardening process. Internal stresses are also relieved. Witnessing this process can make a essence suitable for numerous operations that need similar parcels.
he temperatures are generally much lower than hardening temperatures. The advanced the temperature used, the softer the final work piece becomes. The rate of cooling doesn’t affect the essence structure during tempering and generally, the essence cools in still air.
Carburisation
Case carburisationCase carburisation
In this heat treatment process, the essence is hotted in the presence of another material that releases carbon on corruption.
The released carbon is absorbed into the face of the essence. The carbon content of the face increases, making it harder than the inner core.
What Essence Are Suitable for Heat Treating?
Although ferrous essence regard for the maturity of heat treated accoutrements, blends of bobby, magnesium, aluminium, nickel, brass, and titanium may also be heat treated.
About 80 of heat treated essence are different grades of sword. Ferrous essence that can be heat treated include cast iron, pristine sword and colorful grades of tool sword.
Processes like hardening, annealing, normalising, stress relieving, case hardening, nitriding, and tempering are generally done on ferrous essence.
Bobby and bobby blends are subordinated to heat treatment styles similar as annealing, geriatric and quenching.
Aluminium is suitable for heat treatment styles similar as annealing, result heat treating, natural and artificial ageing. Heat treatment for aluminium is a perfection process. Process compass must be established and it should be controlled precisely at each stage for the asked characteristics.
Putatively, not all accoutrements are suitable for the forms of heat treatment. Also, a single material won’t inescapably profit from each system. Thus, every material should be studied independently to achieve the asked result. Using the phase plates and available information about the effect the forenamed styles have is the starting point.